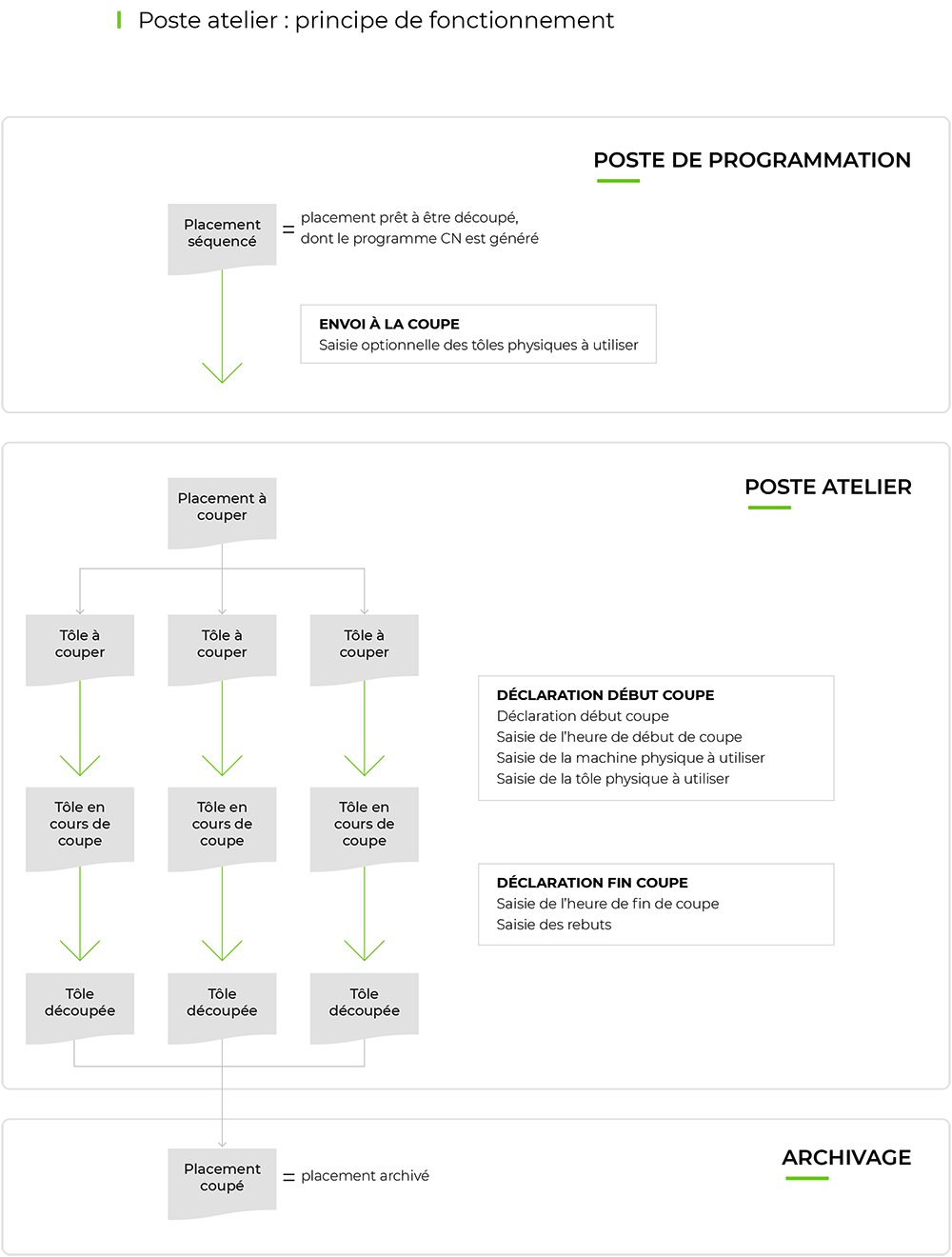
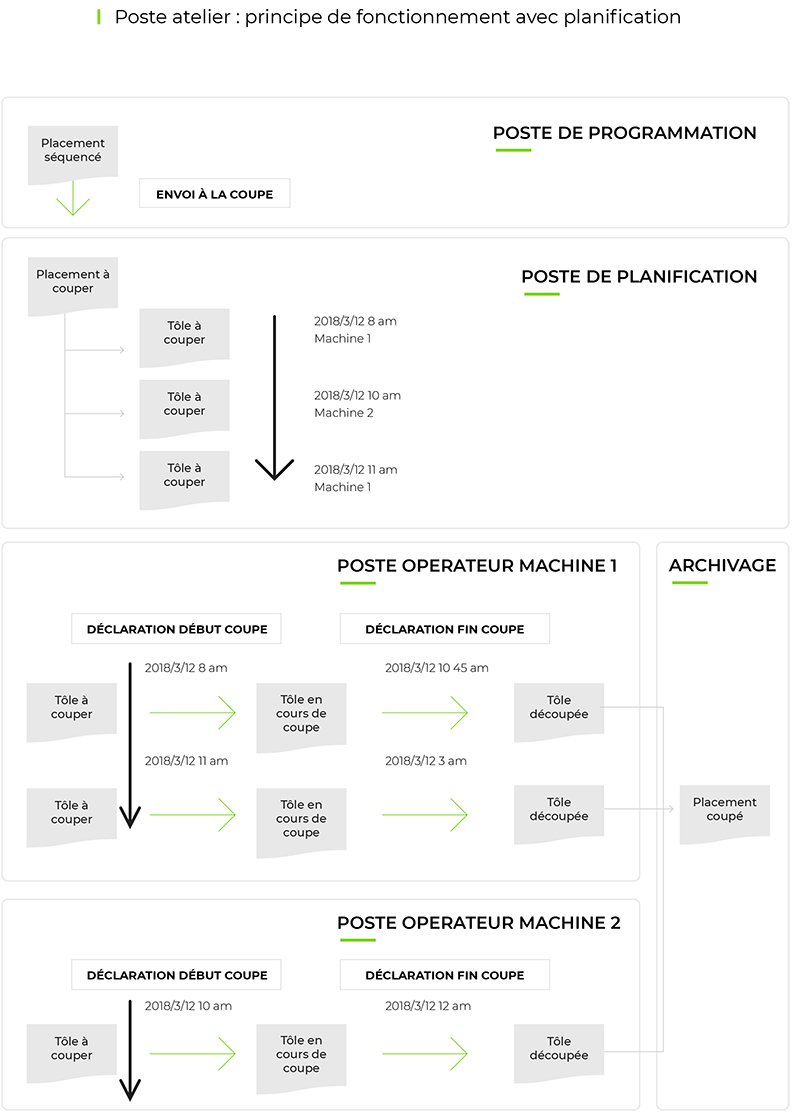
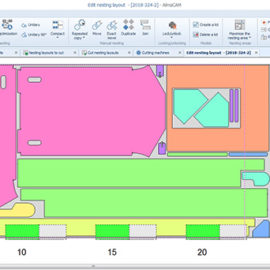
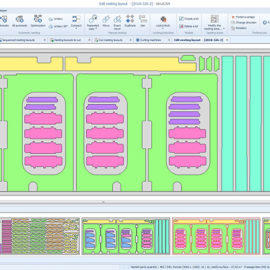
Ce module d’Almacam simplifie le travail des opérateurs en atelier en leur permettant de déclarer facilement les débuts et fins de coupe, de choisir les tôles à découper grâce à des données clés (programme CN, fiche atelier, temps de cycle, dates de production), et de suivre leur planning aisément. Avec la gestion de stock, ils peuvent également sélectionnent la tôle la plus accessible et signaler les rebuts ou non-conformités après découpe.
Une traçabilité complète des pièces produites et des tôles utilisées
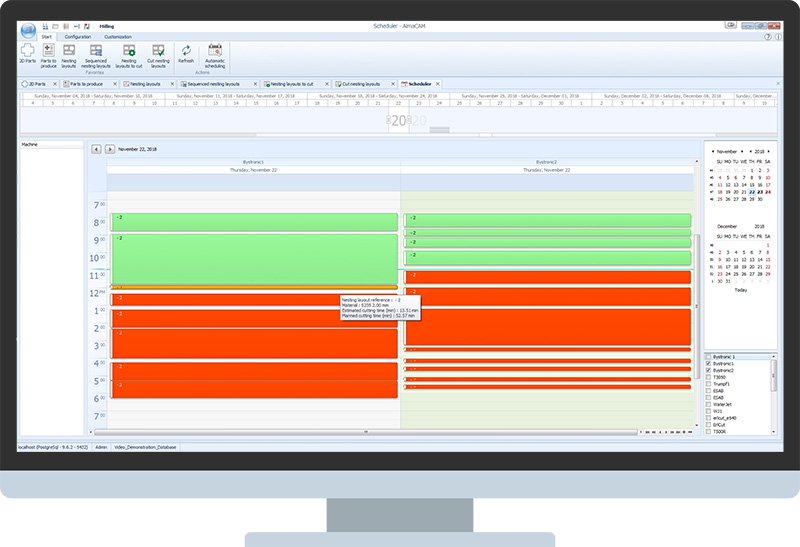
L’utilisation des postes atelier procure une traçabilité complète des pièces produites. La charge de l’ensemble des machines de découpe d’un site de production est visualisée et planifiée dans un calendrier. Cela permet d’ajuster au mieux l’utilisation du parc machines et d’optimiser la production.
Une flexibilité néanmoins nécessaire
Un processus totalement intégré et sécurisé
Une utilisation simple et guidée
Des outils d’optimisation de la production et de pilotage de l’activité de découpe
De nombreux autres usages possibles