Pliage de tôle
La programmation des presses-plieuses à CN avec Almacam Bend.
Le pliage est un poste opératoire que l’on retrouve dans quasiment tous les ateliers qui travaillent les métaux en feuille. Il représente un enjeu majeur pour la production en terme de respect des tolérances dimensionnelles des produits fabriqués et d’optimisation du coût des pièces produites. En outre il est souvent le goulot d’étranglement de l’usine. Le recours au logiciel Almacam Bend pour programmer les presses-plieuses à CN permet d’augmenter sensiblement la productivité de ces machines, d’accélérer la mise en production et d’éliminer de coûteuses erreurs de programmation.
Le procédé technologique
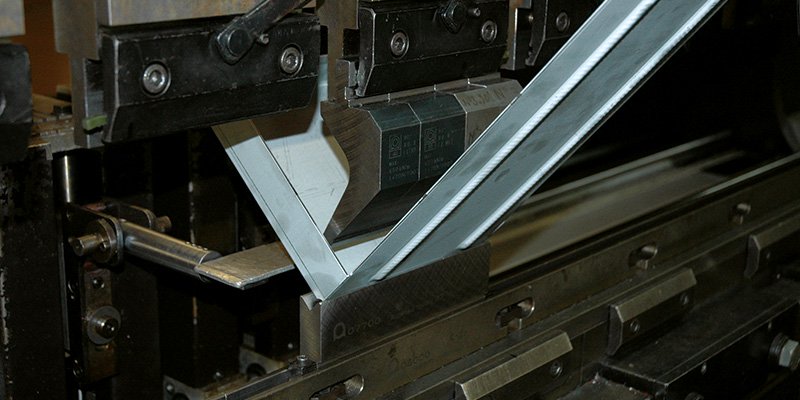
[Source : Métal Interface]
Le pliage, qui s’applique à des tôles de 1 à plus de 20 mm d’épaisseur, est une opération de formage à froid de tôles planes par déformation permanente. Pour cela, la tôle est d’abord placée sur une matrice (ou vé), appuyée contre des butées préalablement réglées, puis on applique une force sur une partie de la tôle grâce à un poinçon (ou contre-vé). L’effort nécessaire à l’obtention du pli dépend de la limite élastique du métal, de l’épaisseur de la tôle, et de la longueur et de la direction du pli.
Il existe plusieurs méthodes de pliage :
- le pliage en V effectué dans une matrice en forme de V, qui se décline lui-même de deux manière : le pliage en frappe (ou fond de matrice) où l’angle de la matrice et du poinçon correspond à l’angle de pliage puisque la tôle atteint le fond du vé, et le pliage en l’air où le poinçon est enfoncé dans la matrice jusqu’à obtenir l’angle de pliage souhaité.
- le pliage par encastrement (moins répandu),
- le pliage par cambrage en U qui s’apparente à de l’emboutissage, la matrice étant creusée selon la forme voulue.
La presse plieuse peut être associée à une commande numérique pour assister l’opérateur dans sa tâche. La CN pourra alors gérer la position des butées, les vitesses de frappe, la course de l’outil, etc.
Les constructeurs de presses plieuses proposent trois technologies différentes :
- Les presses plieuses « hydrauliques » qui offrent les forces de pliage les plus importantes.
- Les presses plieuses « électriques » qui réduisent les coûts d’exploitation et de maintenance.
- Les presses plieuses « hybrides » qui associent les deux technologies précédentes, limitant ainsi l’utilisation de l’hydraulique par des moteurs électriques.
Enfin, les presses plieuses peuvent être couplées à un robot pour automatiser le pliage de pièces sans opérateur. L’utilisation de ces équipements est très dépendante de la typologie des pièces à produire ainsi que des quantités de lancement à effectuer.
Un logiciel de programmation hors-ligne pour les presses plieuses à CN
Le logiciel Almacam Bend permet de simuler l’ensemble du processus de pliage et de programmer de manière très automatisée les principales marques de presses plieuses à commande numérique à partir d’un poste de travail déporté. Almacam Bend est proposé en combinaison avec Unfold, le module de dépliage de pièces de tôlerie d’Alma. A partir du modèle de la pièce conçue dans Unfold ou générée par une CAO extérieure, la programmation de la presse plieuse avec Almacam Bend s’organise facilement : ordonnancement des plis, sélection des outils, positionnement des butées, simulation 3D réaliste, génération des programmes CN et création de rapports de fabrication complets.
Un logiciel de programmation pour augmenter la productivité des presses plieuses
Almacam Bend augmente les temps d’utilisation des presses-plieuses en réduisant les temps improductifs de ces machines. En tant que logiciel de programmation hors-ligne, Almacam Bend contribue à éliminer de coûteuses erreurs de programmation avant la mise en fabrication et à réduire les temps de programmation des presses plieuses. Almacam Bend offre un environnement de programmation unique pour toutes les presses-plieuses à CN de l’atelier qui permet de changer facilement de machine lors de la programmation.
